
Product Name:
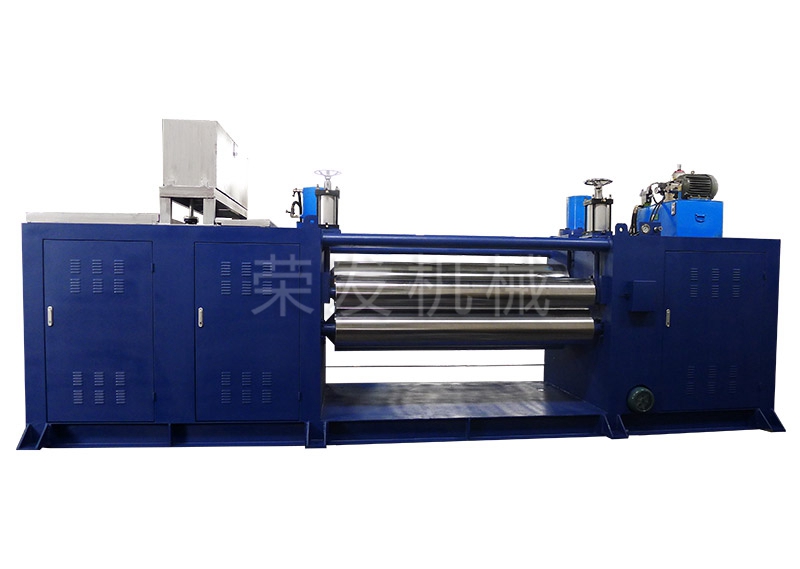
Fiber Hot Calender
Product Details:
Application:
Widely used in various non-woven fabric production lines to flatten and set the product to the desired thickness. It can also be equipped with patterned rollers to impart specific patterns to the product.
Material Selection:
High-quality steel (such as alloy steel) is selected and processed using advanced manufacturing techniques to ensure a smooth, precision finish.
Main Specifications:
Configurations: 2-roll, 3-roll, 2-roll with cold calendering, 3-roll with cold calendering, 6-roll hot calendering (two high-density silicone rollers, two heating rollers, two cooling rollers).
Roll Width: 1.5m – 8m
Operating Temperature: Ambient to 230°C
Roll Surface Temperature Uniformity: ±1°C
Roller Radial Runout: ≤0.03mm
Line Speed: 10 – 50m/min
Heat Source: Electric heating with thermal oil
Structural Features:
The hot calendering section consists primarily of hot calendering rollers, the machine housing, main bearings, a hydraulic lifting system, a drive system, and a control unit. The hot calendering rollers are made from seamless alloy steel or 48CrMoA seamless pipe; following precision machining and medium-frequency composite treatment, they achieve a hardness exceeding HRC62 (leaving no marks when tested with a hardness-testing needle). They feature a wall thickness of 50mm and a diameter of Ф300–Ф600mm, with a digital display for the gap between rollers. The roller surfaces undergo precision turning, chrome plating, grinding, re-grinding, and polishing, achieving a surface finish of Grade 9–12 (mirror finish). Automatic temperature control is achieved via SCR (thyristor) technology with digital display, ensuring minimal temperature fluctuation; the main bearings are water-cooled for extended service life.
The cold calendering section consists primarily of cold calendering rollers, main bearings, a pneumatic lifting system, a drive system, and a control unit. The cold-rolling roll is manufactured from seamless alloy steel or 48CrMoA seamless steel tubing. Following precision machining and medium-frequency composite heat treatment, it achieves a hardness exceeding HRC 62° (leaving no mark when tested with a hardness indenter). It features a wall thickness of 25 mm and a shaft diameter ranging from Φ250 mm to Φ400 mm. The roll utilizes variable-frequency drive control and internal cold-water circulation for cooling and shaping. The surface undergoes precision turning, chrome plating, and grinding, achieving a surface finish of Grade 9–12 (mirror-like quality).



